
Control measure for the crushing rate
No hygienic dead angle
Different bottle specification available
Want A Free Consultation
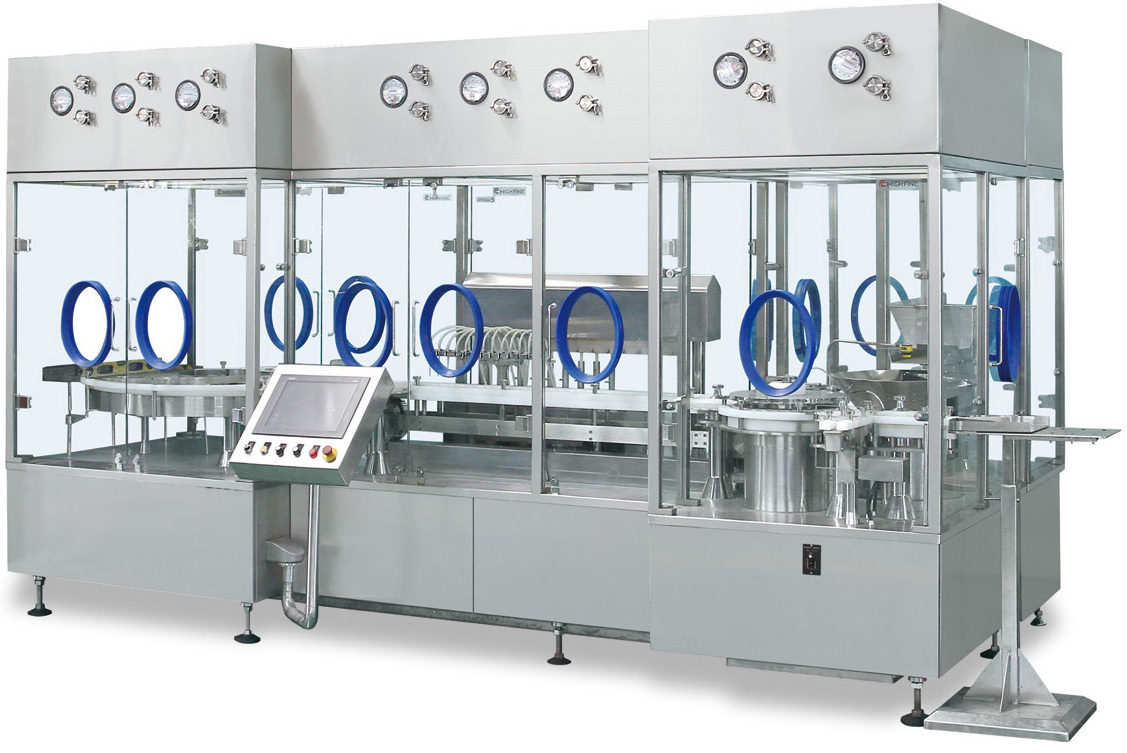
AIPAK AKA series ampoule filling and sealing machine
AIPAK AKA series ampoule filling and sealing machine is mainly used for filling and sealing ampoule bottles under aseptic conditions. It adopts step-by-step transmission system to automatically complete the separation and feeding of bottles, forward nitrogen charge, filling of medicine, post nitrogen charge, preheating, wire drawing and sealing and other processes.
With PLC program control, advanced intelligent electronic control technology, concise and intuitive HMI, the perfect mechatronics design is realized, and no filling without bottles is achieved. The appearance is made of 304 stainless steel, which meets the requirements of GMP.
This ampoule filling and sealing machine is suitable for automatic and precise filling and wire drawing sealing of ampoule bottles in pharmaceutical industry.
FEATURE
|
3.2.1 bottle feeding principle: After sterilization and drying, the bottle enters the bottle mesh belt of the machine by the thrust of the tunnel mesh belt. The flexible bottle belt is installed on the side of the mesh belt, one end of the bottle belt is fixed, the other end is connected with the slider spring guide rod device at the end of the mesh belt, and the position detection element is installed beside the slider. When the quantity of bottle out of the tunnel is larger than that of the filling machine, the bottle stop belt will pull the slider backward because the bottle thrust is greater than the spring elastic force in an instant, until the force is balanced. If the bottle thrust continues to increase, when the slider moves back to the set position, the information will be fed back to the control system, forcing the tunnel mesh belt to slow down or stop. Conversely, when the bottle usage is greater than the tunnel output, the information will be fed back to the control system, forcing the bottle-feeding screw of this machine stop rotating. Therefore, the feeding net belt is not only a transitional conveying device for conveying bottles to screw, but also a capacity control and pressure buffer device. Ensure that the tunnel outlet will not cause broken or bulging bottles due to excessive pressure, nor will it pour bottles due to fewer tunnel outlet bottles. |
|
|
3.2.2.Bottle transfer principle: The connection between the auger and the uniform speed dial and the small walking beam is stable and reliable, and there is no bottle breakage or crushing. |
|
|
3.2.3 The stop- irrigation with lack of bottle mechanism, the mechanism traces the lack of bottle by the photoelectric sensor of the bottle inlet, and if found , moves the photoelectric signal through the PLC control solenoid valve, so that the pawl leaves the dose adjustment swing arm, so that the swing arm cannot move. Stop the medicine. |
|
|
3.2.4 1st control measure for the crushing rate: The chain mesh belt is used to avoid the deviation and crawling of the net belt; the long mesh belt transfer method is adopted, and the height of the mesh belt is adjustable, which reduces the frequency of the upper bottle, reduces the labor intensity of the workers, which is beneficial to the increase in output and bottle feeding stability. The only domestic control system using digital control network, the mesh uniformity and mesh belt flatness is the best, and the mesh belt frequency control, the stability of the bottle feeding is greatly improved. |
|
|
3.2.5 2nd control measure for the crushing rate: Both the bottle feeding and the bottle discharging adopt the servo drive system, which is more stable and reliable than the cam drive driving mode, and the adjustment is convenient and quick. That is to simplify the transmission system, and the transmission accuracy caused by mechanical wear is reduced; and the lubrication point of the machine is reduced, and the pollution to the clean room is avoided. |
|
|
3.2.6 3rd control measure for the crushing rate: The walking beam is replaced by the three-section integral one, that is, the small walking beam is in the position of entering and leaving the bottle, and the large walking beam is in the middle. The main walking beam is nearly half of the original length due to the reduction of the number of bottle marching stations and the pitches of the bottle. If the pitch is shorter, its rigidity is better, and the walking beam is more stable, thus avoiding the shaking or tremor of the walking beam due to the long running distance. In addition, the running stability of walking beam and the qualified rate of finished products are improved. |
|
|
3.2.7 1st improvement measure of processing technology: In filling and sealing stations, the needle holder and wire drawing pliers can be suspended at high positions by means of high-level selector switches, which protects the needle holder and wire drawing pliers, and is also conducive to cleaning the irrigation system. The sealing station adopts a new type of split wire drawing box structure, which has beautiful appearance and convenient installation and debugging. The spray nozzle adopts unique technology and does not conduct heat for a long time, so it will not cause tempering problems. |
|
|
3.2.8 2nd improvement measure of processing technology: The moving guide structure of walking beam has been changed from sliding sleeve structure to linear sliding structure with high precision. The running of walking beam is lighter, more flexible and more rigid. |
|
|
3.2.9 3rd improvement measure of processing technology: The needle is made by a unique process invented by Highfine. Its structure is a 316L pipe directly reaching the top of the needle seat, which is welded by an automatic laser welding machine. No hygienic dead angle, in line with the requirements of aseptic production. |
|






3.2.10
4th improvement measure of processing technology: The rotating bottle mechanism with synchronous gear belt drive makes the transmission simpler. It avoids the phenomenon that the original structure bevel gear is easy to wear and easy to tooth-leap. Because the synchronous gear belt drives the rotary bottle assembly transmission, the transmission is smoother and more uniform, and the bottle is more uniform when the rotating bottle is heated, and the sealing rate is high. The hole of the rotating bottle cover plate is a stamping forming boss hole, which cooperates with the concave hole at the bottom of the rotating bottle shaft to play a waterproof role. The rotary bottle motor can be controlled by frequency conversion according to the customer's requirements, which is convenient for adjusting the speed of different specifications of the bottle when sealing.
|
3.2.11 1st measure to ensure the accuracy of filling: The filling needles are individually clamped, and each filling needle can be adjusted independently , which facilitates individual adjustment of the filling needle position. The lifting and lowering of the filling needle is a linear motion ball bearing type, equipped with anti-swinging and anti-shaking device, which has a smooth lifting and low movement error. At the same time, a special bottle positioning device is designed at the filling station to avoid filling the needle and the bottle mouth. It can cause friction or collision, and it also avoids the bottle mouth breaking. |
|
|
3.2.12 2nd measure to ensure the accuracy of filling: The filling part uses the newly developed bottle block device to locate the bottle mouth, which is accurate and reliable. Effectively avoid the shaking caused by the friction between the filling needle and the bottle mouth, ensure the filling accuracy and prevent secondary pollution. |
|
|
3.2.13 3rd measure to ensure the accuracy of filling: Imported optoelectronic brazing switch is used to realize no bottle,no filling, which has long service life, good stability, low probability of misoperation and avoids waste of medicinal liquid. When there is a bottle missing or a break occurred above the bottleneck in the inspection of the bottle entry dial wheel, the photoelectric brazing switch will issue a bottle missing instruction, resulting in the filling needle not filling, so as to realize the bottle-free filling function. |
|



|
3.2.14 1st improvement measure according to the new GMP standard: All cams are made of 40Cr steel. In the processing, the roughing is first performed, and then the quenching and tempering treatment is performed on the machining center for semi-finishing, then the high-frequency quenching (chrome hardness HRC52-58) is carried out, and finally the imported ultra-high-speed CNC machining center is used for finishing. Improves its wear resistance and service life. |
|
|
3.2.15 2nd improvement measure according to the new GMP standard: With patented appearance technology, the table panel is seamless, and there is no sanitary dead angle at the connection with the machine parts. The upper part of drawing and filling parts has no guide device, which not only reduces the moving friction pairs above the table, but also avoids oil pollution. The frame adopts integral welding method, which has better rigidity and stability. The step type is adopted on the table, and there are few items installed on the table, which is convenient for cleaning and maintenance. |
|
|
3.2.16 3rd improvement measure according to the new GMP standard: A photoelectric optical fiber switch is installed at the outlet dial wheel to count the output, which is beneficial to the management of the production system. |
 |


DATA SHEET
|
Model |
AKA8 |
|
Speed |
2ml Ampoule 200pcs/min |
|
Voltage |
380V, 50Hz |
|
Power consumption |
About 6kw |
|
Filling head |
8 |
|
Filling accuracy |
≤±1%.(test by normal temperature WFI) |
|
Fuel gas consumption |
0.2-0.3Mpa 、0.6-0.8 m3/h |
|
Oxygen gas consumption |
0.3-0.5Mpa 、1.5-1.8 m3 /h |
|
Qualified sealing rate |
≥99.9% |
|
Ampoules breakage rate |
<0.01% |
|
Noise |
<70dB |
|
Weight |
2500KG |
|
Transfer table height |
FL+950mm |
|
Dimension |
3970×1650× 2450mm |
VIDEO
CONTACT
Get in touch with an expert
 We´re looking forward to find the suitable solution for your product. Please contact:
We´re looking forward to find the suitable solution for your product. Please contact:
Andrew Yang
Engineer Director
Phone: +86 181 6426 8586
Ampoule Filling Line Related Products





Ampoule Filling Line Related Posts













