Isolator Technology: What Do You Know
How is cross-contamination between you and the materials to be handled created? In manufacturing sciences, unwanted factors are being avoided with the help of isolator technology. What exactly isolator technology is? Why do you need this technology what do you know?
This article is specifically created to answer the key questions that are in everyone’s mind. It was an innovative technology that ensured high efficiency in your workspace lowering the chances of complex pathogens and undesirable factors. So, let’s start the topic with commonly asked questions and with their experts’ answers.
1.What is isolator technology what do you know?

Isolator technology: Picture Courtesy: Pharmaceutical machines and technology
This is a significant technology known as bacteriological sealing enclosure primarily used to offer a high sterility to your process against the invasion of unwanted microbes and contamination.
Therefore, it is an aseptic system that is generally required to facilitate the parenteral and sterile preparation with good manufacturing practice (GMP) to ensure protection and minimize the chances of cross-contamination with the help of a barrier.
In addition, isolator technology is highly an obstacle permitted to ensure a protective way when you are working with toxic or hazardous elements that support and secure you. Also, it is designed to subside external factors merging with your sterile preparations.
2.Why should you use isolator technology?
An innovative addition that is mainly used in pharmaceuticals and related working environments for the establishment of aseptic protocols. Its design is based on isolating formats that facilitate your product with safe handling, storage, and packing just under one piece of equipment.
The isolator technology is used due to the following factors:
Promising Confinement

Promising Confinement- Picture Courtesy: Tema Sinergie
In pharmaceuticals, without any doubt, you always need an isolator technology to attain containment. The technology must ensure microbial resistance with highly sterile conditions which is mainly offered by isolator technology. It provides your working environment with separation where there’s less or no room for contamination. With a greater degree of containment over conventional methods, it is the best and most reliable source.
Manually, you were supposed to sterile your area and decontaminate yourself, but in this case, decontamination happens by the application of sterilization gases such as hydrogen peroxides. This is commonly disinfectant gas and odorless has that does not affect the potency and quality of the formulation rather aiming to minimize possible chances of external and internal unwanted microbial progression.
Compact Enclosure

Compact structure- Picture Courtesy: World Pharma Today
When you encounter the materials to be handled inside the system, it offers preserved working conditions inside where you can be facilitated with the transit of materials with no sepsis invasion.
Supporting Your Personnel

Personal safety- Picture Courtesy: LP3 Network
In your facility, taking care of personnel health must be the prime objective. This is because they’re facing high-risk elements such as highly active pharmaceutical compounds or High APIs.
An isolator technology is an effective system in this way as it provides protection against health hazards to your workers and that’s why it is highly recommended in various industries.
Comprehensive Manufacturing Applications
Diverse utilization- Picture Courtesy: LONZA Bioscience
Nevertheless, there are so many applications of isolator technology when it comes to managing the handling of products, transferring materials, storage, dilutions, making of solids, liquids preparations, sterile preparation, drying, analytical testing, cytotoxic studies, pathogenic testing sample and so much more. It is a mandatory unit for production and control studies of drugs and pharmaceutical testing.
Exceptional Approach for Formulation

Quality processing- Picture Courtesy: Kapsamsaglik
In the healthcare sector, maintaining a sterile environment and careful preparation of products are only the prime objective. Whether it is sterile or non-sterile preparation, your minor error can impose severe side effects on your patient's health. When it comes to utilizing isolator technology, it provides safety to your operator as well as the patient by offering a quality processing setting.
Excellent Security

Secure - Picture Courtesy: Getinge
The gas sterilization of isolator technology provides a controlled unit environment which reduces the risk of particulates and microbial progression. Additionally, the integration of air treatment and filtration unit helps in the removal of contaminants with the help of pre-filter inlet and outlet and breaks the chances of microbes with tremendous efficiency.
A Well-Regulated Internal Condition

Tremendous Efficient Designing- Picture Courtesy: Tema Sinergie
The internal condition of the isolator system accompanied by gloves, and tools offers hygiene with controlled parameters. The system is designed with a tracking atmosphere system, which includes temperature controllers, moisture controllers, pressure, etc.
3.How is isolator technology working principle?

Isolator technology- Picture Courtesy: Syntegon
The working of isolator technology is based on aseptic barrier features that ensure no leakage and well-regulated conditions that protect the physical contaminants and make your process even more sterile. The basic working principle of the unit is mentioned below:
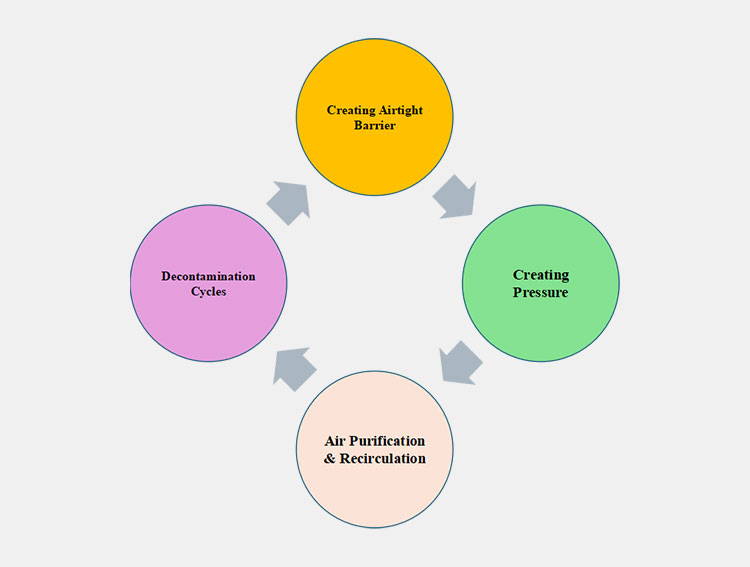
Creating Airtight Barrier
First of all, the working principle of the isolator technology is to form an airtight barrier across the internal and external core to induce high shielding effects around the machine. Initially, the aim behind this barrier was to reduce the potential mode for progressing microbes and dust inside the working region.
The operator and formulation are shielded from each other and there is no risk of direct contact with the product.
Creating Pressure
The isolator technology is facilitated within a built filtration unit which significantly lowers the chances of particle count in an enclosed system. So, it allows the easiest way to sterilize the zone with the help of sterilization agents. Here, it can generate two types of pressure.
Positive Pressure
The induction of positivity inside the machine is mainly attained to keep internal pressure relatively high making the system quite safe from indulging any particle from outside to inside the system. If in case, any particle enters, the presence of greater positive pressure makes it out of the system thus ensuring high sterility. It also includes the particles of operator cough, exhale, dust, etc.
Negative Pressure
When you’re preparing any hazardous compounds such as toxic substances, chemotherapeutic dilutions, and related formulation; to protect you and your environment, the negative pressure is created inside the system.
It means the internal pressure is maintained lower than your external pressure so the fumes, particles, or any hazardous effects are not capable of moving or merging in your environment to cause harm. Thus, the undesirable components are capable of protecting the entrance of dangerous elements to escape and enter the ecosystem.
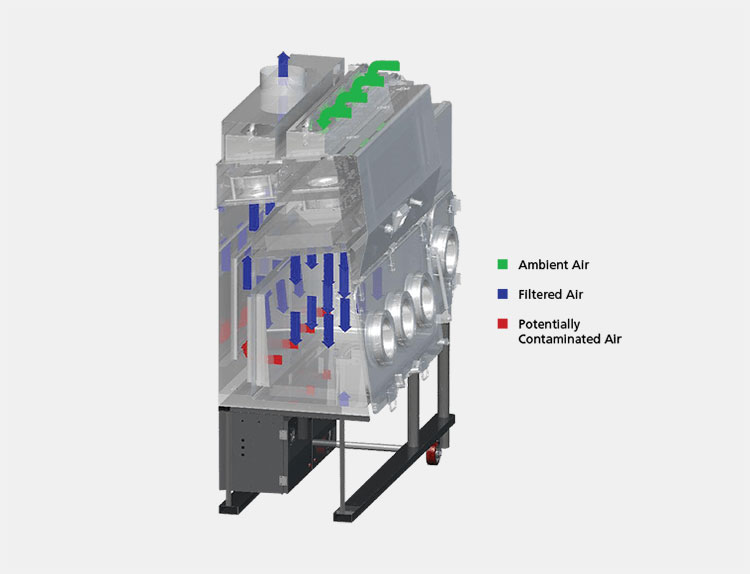
Air Purification & Recirculation
The isolator technology is designed with high-level filtration units including HEPA or High-Efficiency Particulate Air filters as well as with or even ULPA filters and Ultra-Low Particulate Air filters. Both of these are mainly used to entrap impurities present in the air with the help of airflow and fine mesh by the mechanism of interception, inertial impaction, followed by diffusion.
The purified and recirculated air inside the system is maintained as uni-directional air flow for sterility in the workflow.
Decontamination Cycles
This is also known as bio decontamination where the internal environment of isolator technology is meant to be decontaminated by application sterilization and cleaning technologies such as induction of UV light, and H2O2 vaporization in different processing phases. The ultimate goal behind this is to inactivate microbial presence before you finish the process. The decontamination agent is exposed to the unit for a certain period of time to maintain an aseptic atmosphere.
4.What is the design of isolator technology?
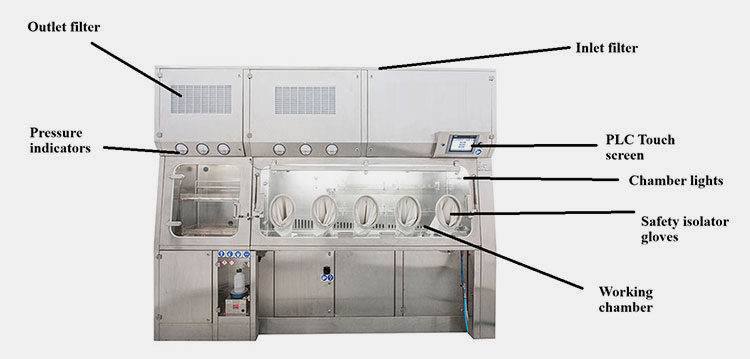
The basic structure of isolator technology
The discuss below points are the brief explanations of isolator technology parts:
| Parts | Description |
| Inlet Filter | The isolator technology is accompanied by various inlet filters to pull ambient air inside the system and create positive pressure with the help of HEPA filters. This means the air is free from particles and dust that purge the area. |
| Outlet Filter | The air leaves the system must be in purified condition without particles of contaminant or toxic substances and that is attained via outlet filters. Here, with the help of HEPA filters the cleared exhausted air exists in the system. |
| Pressure Indicators | The pressure indicator ensures you the current internal pressure, air flow status, and type of pressure utilized such as positive and negative in the system. |
| PLC Touchscreen | A colorful and wide display PLC touchscreen that is designed to serve you about major operating keys, and the overall status of the process. It helps you to input the feeding protocol including the pressure you want to have during preparation, air flow, inlet and out filter setting, timers, etc., |
| Safety Isolator Gloves | These are the major components of the system creating a barrier between you and the processing tools. The glove port allows you to put your hands inside to perform the following tasks without any risk of interaction with internal conditions. |
| Working Chamber | The smooth and sleek internal chamber is mainly designed to allow you to work with a wide platform. Here you can accommodate various required lab wares, tools, and various solutions to perform experiments flexibly. |
5.What sectors are suggested to have isolator technology?
The isolator technology is suggested to be installed in the various industrial sectors where specialized and controlled manufacturing of products takes place. This offers the utmost safe workflow to entire entities associated with manufacturing. Let's have a look at different industries where isolator technology is considered a paramount solution.
Pharmaceutical Industry
Pharmaceutical Industry- Picture Courtesy: NBC NEWS
In the pharmaceutical industry, you are subjected to prepared medications like injectables, antibiotics, vaccinations, anti-viral, topicals, ophthalmic, nasal, inhalation solutions, irrigation solutions, chemotherapeutic solutions, TPN, PPNs, and so many other formulations that are mainly prepared under an aseptic environment. Also, various harsh and reactive chemicals are prepared under an isolated hood to protect the overall system from exposure. Therefore, pharmaceutical companies are designed with specialized sections where isolator technology is installed to carry out the following tasks in an effective manner.
Biotechnology Industry

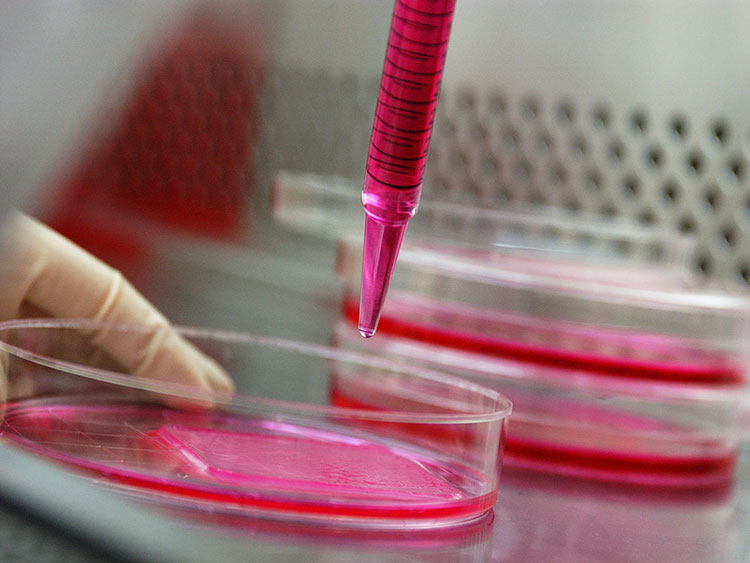
Biotechnology sampling- Picture Courtesy: Syntegon
This is a new and advanced field of sciences that relates the natural life sciences with improved biosciences engineering. In this industry, various biological sampling, cell culturing, DNA sampling, breeding programs, and tissue culturing studies based on molecular and nuclear levels are carried out. In short, it connects the environmental sciences with advanced technology, and the main work is carried out in an isolated protocol to attain the original output that’s why isolator technology is required.
Food and Beverage Industry

Sterile food preparation
In food and beverage industrial preparation the isolator technology ensures that the production of food-related products is manufactured under strict quality standards. The primary purpose of utilizing isolator technology in the food industry is to avoid contact with food material during processing, filling, and packaging. Additionally, different kinds of food and beverages are prepared in the food industry that are capable of being original and separated with the help of isolator technology that resists the chances of cross-contamination in various process stages.
Chemical Industry

Chemical Industry -Picture Courtesy: TION
The handling of toxic, highly flammable, volatile, organic, inorganic, corrosive, etc chemicals is carried out in the chemical industry with the help of isolator technology. Here the operation of such harsh chemicals is easily brought by the application of this system. It includes preparation, solubilizing or dissolving, filling, and final packing. The A-to-Z workflow ensures that operator health and environment are safe.
Research and Development

R&D- Picture Courtesy: Waldner
This is quite often that in research and development, you use various toxic, pathogenic, or related elements that are possibly capable of inducing potential hazards to your health. Moreover, every research study is meant to be so sensitive that it necessitates isolated and closed units to bring challenging tasks under controlled conditions. The isolator technology ensures that entire studies in R&D are carried out without worrisome interference from external unwanted factors.
Healthcare and Medical Sector

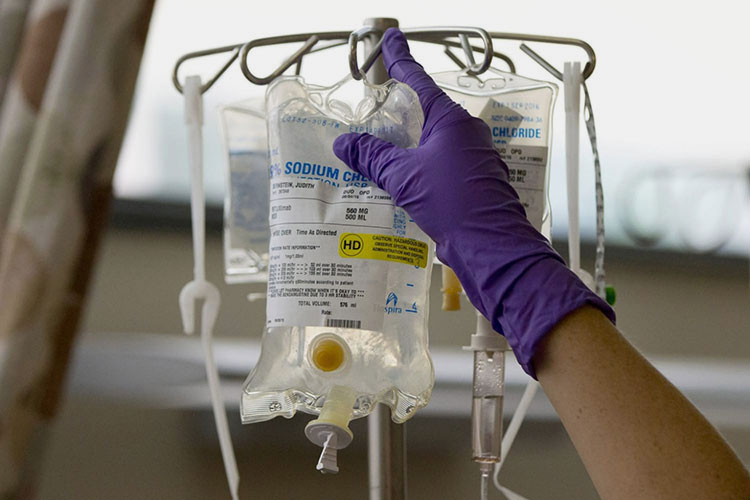
Healthcare and Medical- Picture Courtesy: Waldner
This field is somehow close to the pharmaceutical industry where you’re dealing with sterile tools and components related to your healthcare system. This is included in hospitals and pharmacies where you are dealing with surgical tools and various preparations in day-to-day life. Your entire materials and methods come in a safe condition when dealing with them under isolator technology.
Nuclear Power Industry

Nuclear Power Industry- Picture Courtesy: Moravek
To keep your nuclear radioactive substances protected to escape from the system and entering the environment, the isolator technology is a worthwhile unit in the nuclear powder industry. It has ensured your, environment, and the entire ecosystem's security and safety. The isolator technology specifically works by creating positive and negative pressure thus preventing radioelement safety; moreover, the robotic arm or gloves ensure the task is performed inside the chamber.
Cosmetics Industry

Cosmetic Preparation
Certain cosmetics that are prepared from sensitive ingredients or with high-grade substances are mostly prepared under isolator technology to maintain the standard and quality of potential ingredients incorporated into your formulations.
6.What are the types of isolator technology?
The basic types of isolator technology are described below:
Aseptic Isolator Technology
Aseptic Isolator Technology- Picture Courtesy: TEMA Sinergie
This is an aseptic and multifunctional unit for dispensing and making various materials ranging from extremely sterile preparations to hazardous compounds.
The machine ensures that operator and environment exposure to these materials are restricted. This unit is highly adaptable and integration-friendly to bring uninterrupted work with advanced control systems. You can run potent and non-potent elements as its configuration ensures that the machine is a suitable option for processing specialized substances.
The automatic machine with an auto-recirculation air system, bio-decontamination, and high monitoring for the entire workflow ensures tremendous throughput in pharmaceutical, sterile testing, bioprocessing, etc.
Containment Isolator Technology

Containment Isolator Technology- Picture Courtesy: Proys
The containment isolator technology is mainly applied to separate the unit from other sources and offer a sterile and aseptic atmosphere to prepare products. It is basically considered a suitable category in pharmaceutical preparation for safe handling under negative pressure for hazardous substances and highly potent active pharmaceutical ingredients (HAPIs) safe. It is mainly required for dispensing HAPIs, various class III biosafety cabinets, medicine manufacturing, etc.
Class III BSC Isolator Technology
Class III BSC Isolator Technology- Picture Courtesy: ESCO pharma
This unit also comes as an isolator technology type which is typically installed in biological sciences, pharmaceuticals, and associated sectors and is designed with a closed and compact structure. It mainly offers protection against biohazardous substances with the help of negative pressure inside the chamber. For example, cell culturing, preparation and testing of vaccines, compounding of various hospital preparations, TPN, PPN, cell banking, etc.
7.What is the role of isolating gloves in isolator technology?

Isolating gloves
The isolating gloves play a pivotal role in balancing sterility with zero risk for contamination during working. It serves as an isolator and a carrier between your operation and the product that is inside the system thus entire work process is held in a promising environment.
Plus, better control over microbiological pathogens can be attained by utilizing the glove box in isolator technology.
This is an effective addition required for cleaning where it passes through a decontamination procedure which ensures the gloves are sterile and reliable to use. Still, the disinfectant for cleaning is also essential prior the working. So, it is offering safety to you, your product, and your surroundings by preventing exposure to dangerous substances.
8.What is the difference between open isolator technology and closed isolator technology?

Open isolator technology vs closed isolator technology
| Open Isolator Technology | Closed Isolator Technology |
| The open system ensures the seamless as well as semi-continuous ingress of working material during the operation via single or multiple opening ports. Due to various pressures inside and surrounding, there is less chance for the entrance of contaminants into the chamber.
The working opening is also referred to as a ‘mousehole’ used to place the materials inside and make them outside the system. |
This is entirely designed as an enclosed system to give you an aseptic internal environment that ensures no contamination via no opening. This is designed as a sealed system. |
| It is located within a grade C area, where a cleaned environment is maintained with a low risk for contamination. |
This is mainly located in the G grade area to maintain the sterility where sterility grading is lower than areas A, B, and C. |
9.What are the common challenges when using isolator technology?
Although the machine itself is quite efficient and conforms with all regulations nevertheless, some issues have particularly occurred with isolator technology. You must know the possible challenges and their technical solution when using the machine. Have a look at the specific points we discussed below:
Airflow Irregularities

Airflow irregularities- Picture Courtesy: SKAN
This is a common issue where machine laminar airflow gets interrupted and causes an imbalance in the airflow direction. This issue can ultimately cause a disturbance in the uniformity of the airflow and directly compromise the quality and sterility inside the unit.
Solution
Assess the airflow monitoring detection system and correct the settings of the machine. Check if the unit is installed very close to other units, there must be at least 4 inches of space must be kept balanced to ensure that airflow direction is balanced. Moreover, check the space between the top of the unit and with ceiling, it must be spacious to ensure that airflow is adequate.
Pressure Problems

Pressure Problem- Picture Courtesy: Waldner
Sometimes, the machine is facing failure in attaining the pressure and is not capable of maintaining the sterility and safety of the environment.
Solution
Calibrate the machine settings and reinstall the system to evaluate the pressure intensity inside the system. Check and correct the setting by using the PLC touch screen of the system. Verify and test the pressure induction. Check and reinstall the air filters such as the HEPA filter to regain the pressure functioning. Check and maintain the gasket if leakage is identified.
Cross Contamination

Cross Contamination- Picture Courtesy: Extract Technology
Sometimes, instead of utilizing proper protocols, you’re facing cross-contamination inside the chamber.
Solution
There is a technology known as Bag-in-Bag-out (BIBO) ensuring safe handling and minimizes the chances of your contact with formulation. Ensures that BIBO induction is adjusted as per requirements. Moreover, check if the sealing, and airlock system are functional appropriately. In case of wear and tear, you are suggested to replace and fit the new materials.
Isolator Gloves Malfunctioning

Gloves error- Picture Courtesy: Waldner
During the handling of the products, there are more chances for error as glove leakage may occur and affect the safety levels.
Solution
Replace the isolator glove port and check the valve if it is damaged. Remove the damaged gloves and replace them with unpacked materials to attain stable and strong materials ensuring effective safety.
Conclusion
The isolator technology is the way to acquire the aseptic environment. This is the guaranteed way to ensure no contact of the operator with the inside formulation. This means you, your working environment, and the overall ecosystem are safe when utilizing the isolator technology with absolute safety. However, due to various advantages, the growth of isolator technology is extending steadily all across the globe. For more information, or if you’re looking to set up or procure isolator technology, we would suggest contacting us to facilitate expert guidance. AIPAK is the hub of a broad series of sterile and general machinery mainly used in healthcare, nutraceutical, chemical, and associated industries worldwide. Contact us, we’ll be happy to guide you.
Don't forget to share this post!
Vial Filling Machine Related Posts














Vial Filling Machine Related Products








Vial Filling Machine Related Videos
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 181 6426 8586

Want the best price & newest pharmaceutical machinery buying guide,tips and trends sent straightly to your box?Sign up for AIPAK’s monthly newsletter,we’re free for your consultation and Offer you the most suitable solutions!
The Buyer's Guide
- Capsule Filling Buyer's Guide
- Blister Packaging Buyer's Guide
- Tablet Counting Buyer's Guide
- Tube Filling Buyer's Guide
- Cartoning Buyer's Guide
- Gummy Making Buyer's Guide
- CO2 Extraction Buyer's Guide
- Empty Capsules Buyer's Guide
- Suppository Filling Buyer's Guide
- Tablet Coating Buyer's Guide
- Tablet Press Buyer's Guide
- Softgel Encapsulation Buyer's Guide
Most Popular
- 7 Importance Of Pharmaceutical Packaging In Different Applications You Must Know
- 6 Advantages You Must Know About Tablet Counting Machine
- 8 Advantages of Blister Packaging You Must Know
- 6 Critical Applications of Automatic Capsule Filling Machine
- 6 Stations You must Know to Improve the Filling Quality of Automatic Capsule Filling Machine
 Tell us your material or budget, we'll reply you ASAP within 24 hours
Tell us your material or budget, we'll reply you ASAP within 24 hours